
What is vacuum casting?
Vacuum casting is an advanced ...


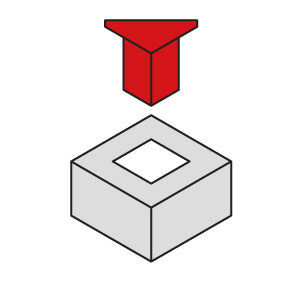
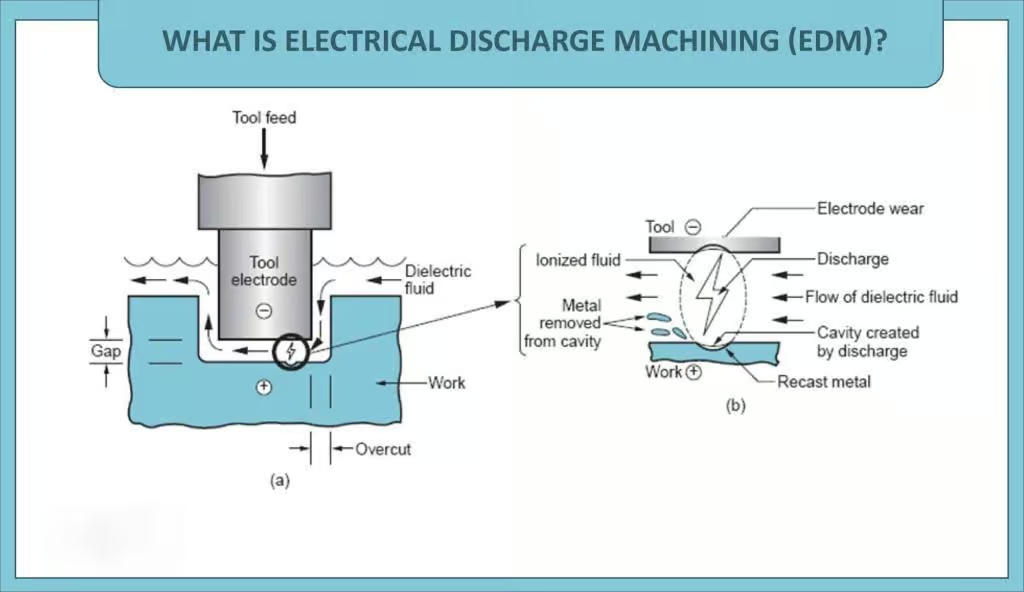
he sinker discharge EDM process allows complex electrode shapes to be used to create equally complex cavities. Graphite or copper electrodes are pre-machined to the desired shape and then sunk into the workpiece by etching to form holes that are the opposite shape of the electrode.
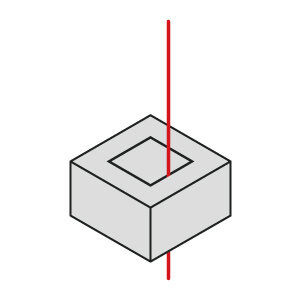
The wire-cut EDM process is an alternative to sinker machining and works similarly to how a chainsaw cuts wood. Using a piece of metal wire (made of copper or brass), the wire cuts away excess material from the workpiece through a high voltage discharge.
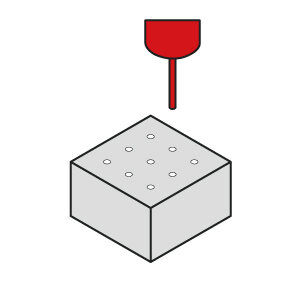
Drilling EDM can provide smaller and deeper holes than conventional drilling. This enables high precision diameter and roundness with excellent surface finish and burr-free.
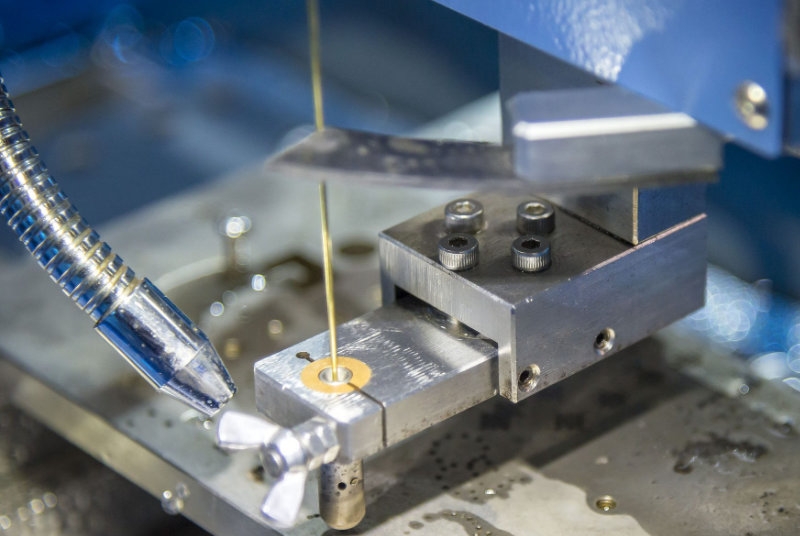
Wire EDM involves submerging a metal part in dielectric fluid, with an electrically charged wire fed through it. The electrical current passing through the wire generates sparks, effectively cutting the material to achieve the desired component shape. Wire EDM proves optimal when there’s adequate clearance above and below the part feature. Our wire diameters range from 0.05 to 0.25mm, with wire options including brass, zinc-coated, and diffusion-annealed variants. Wire cutting is categorized as fast, medium, or slow wire cutting based on accuracy, surface finish, and processing requirements.
Sinker EDM begins by machining an electrode into the desired cutout shape. This electrode is then charged and plunged into the metal component submerged in dielectric fluid. The resulting electrical discharge creates sparks, shaping the internal feature as intended. While Sinker EDM is versatile for crafting bevel gears, internal gears, spiral gears, and worm gears, it’s a slower and costlier process, making it suitable for select applications. Sinker EDM shines when creating hard-to-reach angular internal features like blind keyholes, impossible to machine using other methods.




No account yet?
Create an Account


